 Skip to content
Skip to content 
Choosing the wrong packaging for oil-rich products leads to oil migration, leakage, and costly product failures. Your high-oil content products need specialized barrier protection to prevent quality degradation and maintain shelf life.
Oil-rich products require specialized barrier materials like EVOH, aluminum-based films, or PFAS-free coatings to prevent oil migration and maintain product integrity. The key is selecting materials that resist lipophilic migration while meeting regulatory requirements and shelf life targets for your specific oil content and storage conditions.
Let’s explore the essential factors that will help you make the right packaging choice for your oil-rich products.
What Makes Oil Content Packaging Different from Regular Packaging?
Understanding the unique challenges of oil packaging is crucial for preventing costly failures and ensuring product safety.
Oil-resistant packaging differs fundamentally from regular packaging in its barrier architecture and chemical resistance, requiring specialized materials that prevent lipophilic migration where oil molecules permeate through polymer chains. Unlike standard packaging that primarily protects against moisture and oxygen, oil packaging must resist oils acting as plasticizers that soften materials.
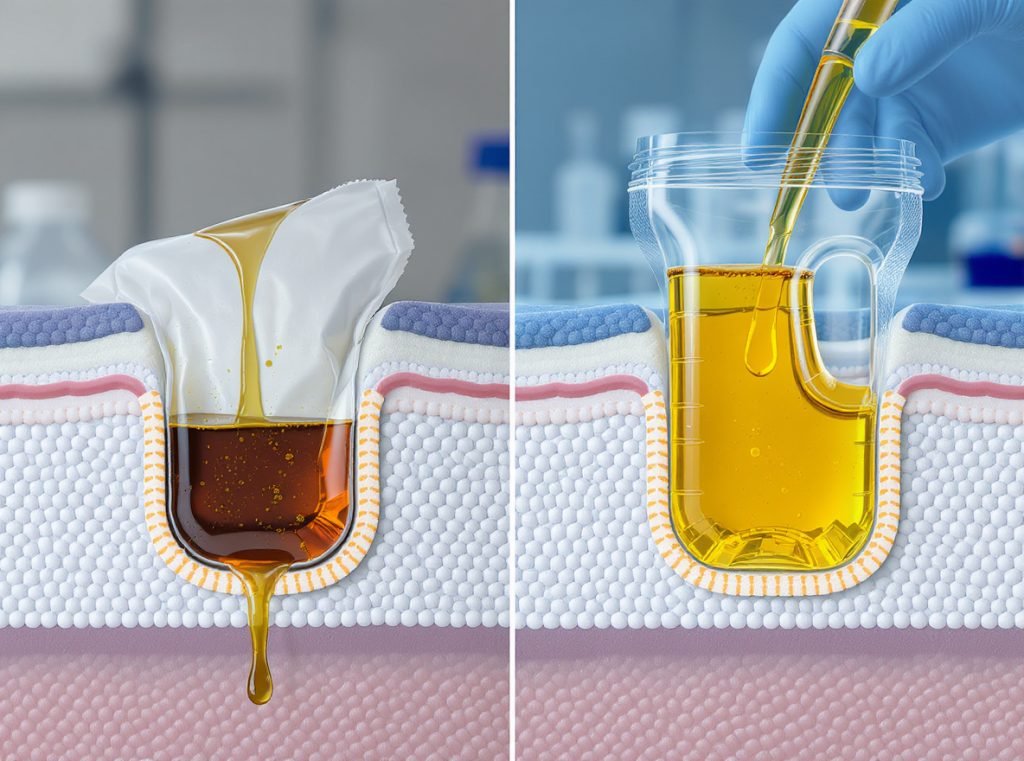
The critical difference lies in molecular interaction between oils and packaging materials. Oil molecules are smaller and more mobile than water molecules, making them particularly challenging to contain. They can penetrate through conventional materials, causing:
- Oil seepage through packaging walls or seal points
- Accelerated product degradation and rancidity development
- Off-flavor development from packaging component migration
- Structural weakness as oils soften polymer chains
Temperature sensitivity adds another layer of complexity. Higher temperatures increase oil mobility and permeation rates, requiring packaging that maintains integrity across varying storage and transportation conditions while preventing seal failure at oil-contaminated areas.
| Challenge | Root Cause | Impact on Product |
|---|---|---|
| Lipophilic Migration | Oil molecules penetrate polymer chains | Product leakage, quality loss |
| Plasticization | Oils soften packaging materials | Structural weakness, seal failure |
| Temperature Variation | Heat increases oil mobility | Accelerated permeation rates |
Which Materials Offer the Best Oil Barrier Properties?
Advanced barrier materials provide the foundation for effective oil-resistant packaging solutions.
Ethylene Vinyl Alcohol (EVOH) stands out as one of the most effective oil barrier materials, offering exceptional resistance to oils and organic solvents while maintaining clarity and printability. EVOH is commonly used in multilayer structures, sandwiched between other materials for enhanced protection.

Premium Barrier Materials:
Aluminum-Based Solutions
- Aluminum oxide (AlOx) coated PET films offer high barrier performance with environmental benefits
- Complete barrier protection against oils, oxygen, and moisture
- Superior composite strength compared to traditional metallized films
High-Performance Polymers
- EVOH provides outstanding oil and organic solvent resistance
- Polyethylene Terephthalate (PET) offers medium barrier with excellent transparency
- Bioriented PET enhanced with PE/EVOH/PE flexible films for premium applications
Sustainable Innovations
- Bio-based coatings using modified natural oils like camelina oil grafted with maleic anhydride
- Water vapor permeability reduction up to 94% compared to uncoated materials
- PFAS-free alternatives like EXCEVAL™ water-based coatings
Multi-layer constructions often provide optimal performance by combining different materials’ strengths. For example, a 95% polyethylene structure with 5% EVOH maintains excellent barrier properties while ensuring recyclability.
How Do You Determine the Required Barrier Level for Your Product?
Precise barrier level calculation prevents over-packaging costs while ensuring adequate protection throughout product shelf life.
Barrier level determination requires comprehensive analysis of product characteristics, storage conditions, and shelf life targets, with accelerated storage testing helping simulate extended storage at elevated temperatures and humidity. For edible oils, critical moisture content must remain below 0.04% for oils and 0.10% for vanaspati.

Assessment Parameters:
Product Analysis
- Oil/fat content percentage and saturation levels
- Product viscosity and flow characteristics under various temperatures
- pH levels and chemical compatibility with packaging materials
- Peroxide value requirements (typically under 2 for quality maintenance)
Environmental Conditions
- Storage temperature ranges and humidity exposure levels
- Transportation duration and thermal cycling conditions
- Retail display requirements and consumer handling expectations
- Geographic climate variations for international distribution
Performance Validation
- Oil penetration time using standardized ASTM F-119 testing
- Accelerated aging studies to predict long-term performance
- Migration testing ensuring packaging components don’t transfer to products
| Oil Content Level | Required Protection | Recommended Materials | Typical Applications |
|---|---|---|---|
| 15-30% | Medium barrier | Modified paper coatings | Baked goods, snacks |
| 30-60% | High barrier | EVOH multilayer films | Cheese, processed meats |
| 60%+ | Premium barrier | Aluminum/EVOH composites | Cooking oils, butter |
What Safety Regulations Apply to Oil-Resistant Packaging?
Compliance with evolving food safety regulations is essential for market access and consumer protection.
The FDA regulates food contact materials through Food Contact Notification (FCN) programs, requiring comprehensive migration testing including global migration, color migration, and monomer migration according to specific standards. Recent regulatory changes emphasize PFAS restrictions and enhanced safety assessments.
United States Requirements:
- FDA Food Contact Notification with 120-day review process
- Migration testing under ASTM and FDA protocols
- Good Manufacturing Practices compliance
- Documentation including material safety data sheets and certificates of compliance
European Union Framework:
- EU Regulation 1935/2004 governing all food contact materials
- EFSA scientific opinions requiring comprehensive exposure assessments
- Good Manufacturing Practices under Regulation 2023/2006
- Enhanced focus on infant and toddler exposure scenarios
Emerging PFAS Restrictions:
The regulatory landscape is rapidly changing regarding per/polyfluoroalkyl substances (PFAS):
- EU Packaging and Packaging Waste Regulation banning all PFAS in food packaging from mid-2026
- Multiple US states implementing PFAS phase-outs with varying timelines
- Denmark and other countries already restricting PFAS use
- Industry shift toward PFAS-free alternatives like OLEO-PAK 4100
How Do Sustainable Options Compare for Oil-Rich Products?
Environmental considerations drive innovation in sustainable oil-resistant packaging without compromising performance.
Bio-based coatings enhanced with polyvinyl alcohol (PVA) and bentonite demonstrate excellent water and oil resistance while maintaining biodegradability, with water absorption rates 48.4% lower than untreated materials. Modern sustainable solutions often match traditional performance levels.

Biodegradable Innovations:
Cellulose-Based Solutions
- Cellulose nanofibril (CNF) coatings enhanced with nano-clay
- Up to 40.5% improvement in wet water vapor transmission rates
- Enhanced oxygen barrier performance while maintaining compostability
Plant-Based Barrier Coatings
- Modified palm kernel oil and camelina oil formulations
- Water contact angles exceeding 120° for superior oil resistance
- Water vapor transmission rate reductions up to 22%
Circular Economy Solutions
- Recyclable multilayer structures using 95% polyethylene with 5% EVOH
- Puncture resistance comparable to higher-priced alternatives
- Broad processing temperature windows for manufacturing efficiency
- Reusable packaging systems meeting PPWR requirements for 10% takeaway reusability by 2030
Performance comparison reveals that while traditional materials may offer slightly superior barrier properties, sustainable alternatives provide adequate protection for most applications while supporting corporate sustainability goals and regulatory compliance.
What Are the Common Packaging Failures with Oil-Rich Products?
Learning from typical failure modes helps prevent costly mistakes and ensures optimal packaging selection.
The most common failures include off-flavor development from poor material selection, oil seepage at heat-sealing sites, and structural failures like holes and delamination resulting from inadequate barrier properties or processing problems. Understanding these failure patterns guides better design decisions.

Migration and Chemical Issues:
- Off-flavor development from packaging component migration into oil products
- Caprolactam transfer from inks in alcohol-based food products
- Chemical incompatibility between specific oil types and packaging materials
- Accelerated oxidation due to inadequate oxygen barriers
Physical Failures:
- Oil seepage through inadequate barrier layers or composite delamination
- Seal failure due to oil contamination at sealing points
- Puncture damage exploiting microscopic defects in barrier films
- Temperature-related failures during storage or transportation
Adhesion Problems:
Oils can contaminate sealing areas and prevent proper heat seal formation, requiring:
- Specialized sealant layers like EAA copolymers or ionomers
- Enhanced seal integrity maintenance even when contaminated
- Proper sealing parameters for oil-resistant materials
| Failure Type | Primary Cause | Prevention Strategy |
|---|---|---|
| Off-flavor | Material migration | Better material selection, migration testing |
| Seepage | Inadequate barriers | Higher barrier materials, improved sealing |
| Seal failure | Oil contamination | Specialized sealants, optimized parameters |
| Structural damage | Physical stress | Enhanced puncture resistance, proper handling |
How Do You Test Packaging Performance for Oil Products?
Comprehensive testing validates packaging performance before full-scale production and ensures regulatory compliance.
Testing should include ASTM F-119 grease penetration evaluation, KIT-test methodology for oil resistance, and accelerated aging studies, with specialized methods measuring barrier properties under realistic conditions using actual food oils rather than synthetic reagents. Proper testing protocols predict real-world performance accurately.

Standardized Test Methods:
Oil Resistance Testing
- ASTM F-119 measuring grease penetration time using realistic food oils
- Modified versions using olive oil, rapeseed oil, and clarified butter
- KIT-test methodology with twelve castor oil solutions in different concentrations
- Results reported as KIT numbers from 0-12, with higher numbers indicating better resistance
Barrier Property Measurement
- Water Vapor Transmission Rate (WVTR) testing using ASTM F1249 and ISO 15106-2
- Oxygen Transmission Rate (OTR) evaluation under various temperature conditions
- High-barrier film testing with rates as low as 0.000001 g/m²·day
- Permeability testing at various pressures simulating real-world conditions
Performance Validation
- Heat seal testing using ASTM F1921 for hot tack seal strength
- Leak testing methods including ASTM D3078 using bubble emission detection
- Accelerated aging studies simulating extended storage conditions
- Migration studies ensuring compliance with food safety requirements
Working with qualified testing laboratories ensures accurate results that predict real-world performance and meet regulatory standards for global market access.
What Innovations Are Emerging in Oil-Resistant Packaging?
Cutting-edge technologies are revolutionizing oil-resistant packaging with smarter, more sustainable solutions.
Emerging innovations include nano-hybrid smart coatings incorporating nanoparticles for enhanced barriers, active packaging systems with oxygen scavengers, and graphene-based materials offering outstanding barrier characteristics while addressing PFAS concerns. These developments provide superior functionality with improved sustainability.

Smart Packaging Technologies:
- Active packaging systems combining oxygen scavengers with antimicrobial release
- Intelligent packaging with sensors monitoring oil condition in real-time
- Time-temperature indicators and freshness indicators for quality tracking
- QR codes enabling supply chain transparency and consumer engagement
Advanced Materials:
- Nano-hybrid coatings with graphene-enhanced films for superior mechanical strength
- Cellulose nanofibril (CNF) systems with enhanced barrier properties
- Bio-based innovations using soybean oil and castor oil formulations
- Graphene oxide alternatives to PFAS offering non-toxic, compostable solutions
Manufacturing Advances:
- Machine learning integration for better barrier performance prediction
- AI-driven packaging solutions optimizing material selection
- Precision coating techniques with inline testing and quality control
- Lifecycle assessment (LCA) integration guiding sustainable development
Future Technologies:
- Self-healing packaging materials responding to minor damage
- Customizable barrier property tuning for specific applications
- Cost-effective sustainable solutions matching traditional performance
- Integration of circular economy principles with high-performance barriers
These innovations enable packaging solutions that are more effective, sustainable, and cost-efficient while meeting increasingly stringent regulatory requirements and consumer expectations.
Summary
Choosing optimal packaging for high oil content products requires understanding lipophilic migration challenges, selecting appropriate barrier materials like EVOH or aluminum-based films, and ensuring regulatory compliance including emerging PFAS restrictions. Key success factors include comprehensive testing using ASTM F-119 and KIT methodologies, balancing performance with sustainability goals, and leveraging emerging technologies for enhanced protection.
Ready to develop superior packaging solutions for your oil-rich products? Contact Acreet today for expert consultation on custom packaging designs featuring advanced barrier technologies, PFAS-free materials, and comprehensive testing protocols. Our experienced team specializes in oil-resistant packaging solutions that meet global regulatory requirements while optimizing performance and sustainability. Send us your inquiry to discuss your specific oil content challenges and discover how our innovative packaging solutions can protect product quality, extend shelf life, and enhance your brand reputation in competitive markets.

