 Skip to content
Skip to content 
When launching a food product, packaging safety can make or break your brand’s reputation and customer trust. Food-grade materials must demonstrate they are non-toxic and safe for direct contact with consumable products, and improper packaging can lead to contamination affecting millions of consumers annually.
Food-safe packaging design requires careful consideration of FDA-approved materials, regulatory compliance, barrier properties, and manufacturing processes. The key considerations include selecting appropriate food-grade materials, preventing chemical migration, ensuring proper barrier protection, maintaining structural integrity throughout the supply chain, and meeting labeling requirements while balancing cost-effectiveness with safety standards.
Understanding these fundamentals will help you create packaging that protects both your product and your customers while meeting global safety standards.
What Materials Are Approved for Food-Safe Packaging?
Understanding approved materials is crucial for any food packaging project. Packaging materials must not leach harmful chemicals into food or alter the taste, smell, or composition of the packaged product.
FDA-approved food packaging materials include High-Density Polyethylene (HDPE), Low-Density Polyethylene (LDPE), Polyethylene Terephthalate (PET), Polypropylene (PP), food-grade glass, aluminum, and treated paper materials. Each material offers specific benefits for different food applications and storage conditions.

The foundation of food-safe packaging begins with selecting materials that meet stringent safety standards. High-Density Polyethylene (HDPE) is widely used for beverage bottles and food storage containers due to its strength, lightweight properties, and resistance to mold and rot. This material excels in applications requiring durability and chemical resistance.
Low-Density Polyethylene (LDPE) offers flexibility and can be formulated for heat sealing applications, making it ideal for flexible packaging solutions like pouches and wraps. Its versatility allows for various processing methods while maintaining food safety standards.
Common FDA-approved packaging materials include:
• High-Density Polyethylene (HDPE): Excellent for beverage containers and rigid storage applications
• Low-Density Polyethylene (LDPE): Perfect for flexible packaging and heat-sealed applications
• Polyethylene Terephthalate (PET): Ideal for clear containers and beverage bottles with excellent impact resistance
• Polypropylene (PP): Suitable for microwaveable containers due to high melting point
• Food-grade glass: Provides complete impermeability for sensitive products
• Aluminum: Offers excellent barrier properties while remaining lightweight
Polyethylene Terephthalate (PET) provides excellent impact resistance and is commonly used for beverage bottles and food containers. Its clarity and strength make it particularly valuable for retail display applications.
Polypropylene (PP) features a high melting point, making it suitable for microwaveable applications and dishwasher-safe products. This thermal stability opens opportunities for convenience food packaging.
| Material Type | Best Applications | Key Benefits | Temperature Range |
|---|---|---|---|
| HDPE | Beverage bottles, storage containers | Chemical resistance, durability | -50°C to 80°C |
| LDPE | Flexible packaging, films | Flexibility, heat sealing | -50°C to 80°C |
| PET | Clear containers, bottles | Clarity, impact resistance | -40°C to 70°C |
| PP | Microwaveable containers | High melting point, chemical resistance | -20°C to 140°C |
Beyond plastics, glass packaging offers complete impermeability to gases and moisture, making it ideal for sensitive pharmaceutical and food applications. Aluminum packaging provides excellent barrier properties while being lightweight and recyclable.
At Acreet, we work exclusively with certified food-safe materials and can help you select the optimal material combination for your specific product requirements and regulatory compliance needs.
How Do You Prevent Chemical Migration in Food Packaging?
Chemical migration poses one of the most significant risks in food packaging design. Migration occurs when substances transfer from packaging materials into food, potentially compromising product safety and quality.
Chemical migration prevention requires comprehensive testing, proper material selection, functional barriers, and temperature control. The extent of migration depends on the nature of the migrating substance, packaging material composition, and food product characteristics.

The extent of migration depends on several factors: the nature of the migrating substance, the packaging material composition, and the characteristics of the food product. Understanding these interactions is crucial for designing safe packaging systems.
Overall Migration Testing measures the total quantity of non-volatile substances that migrate from packaging into food simulants. This standardized approach provides quantitative data for safety assessment.
Specific Migration Testing evaluates the transfer of particular substances, including monomers, additives, heavy metals, and other potentially harmful compounds. This targeted testing identifies specific risks associated with individual components.
Critical migration testing approaches include:
• Overall Migration Testing: Measures total substance transfer using standardized protocols
• Specific Migration Testing: Evaluates individual substance transfer rates
• NIAS Testing: Identifies Non-Intentionally Added Substances from manufacturing processes
• Accelerated Testing: Uses elevated temperatures to predict long-term migration behavior
Non-Intentionally Added Substances (NIAS) represent another migration concern. These substances result from polymer degradation, impurities in raw materials, or contamination during manufacturing. Unlike declared additives, NIAS require specialized analytical techniques for detection.
Prevention strategies focus on multiple approaches. Material selection should prioritize substances with low migration potential under intended use conditions. Packaging design can incorporate functional barriers that prevent migrating substances from reaching food products.
Manufacturing processes must include proper curing of adhesives and inks, with validation testing to confirm complete solvent removal. Process control ensures consistent migration performance across production runs.
Our team at Acreet conducts comprehensive migration testing for all custom packaging designs, ensuring your products meet safety standards across all intended applications and storage conditions.
What Barrier Properties Are Essential for Food Safety?
Barrier properties determine how well packaging protects food from external contaminants while preventing internal components from escaping. Barrier properties determine a packaging material’s ability to control the passage of gases, moisture, light, and microorganisms.
Essential barrier properties include oxygen barriers to prevent oxidation, moisture barriers to maintain product integrity, light barriers to prevent photodegradation, and microbial barriers to ensure food safety. The required barrier level depends on product sensitivity, shelf life requirements, and storage conditions.
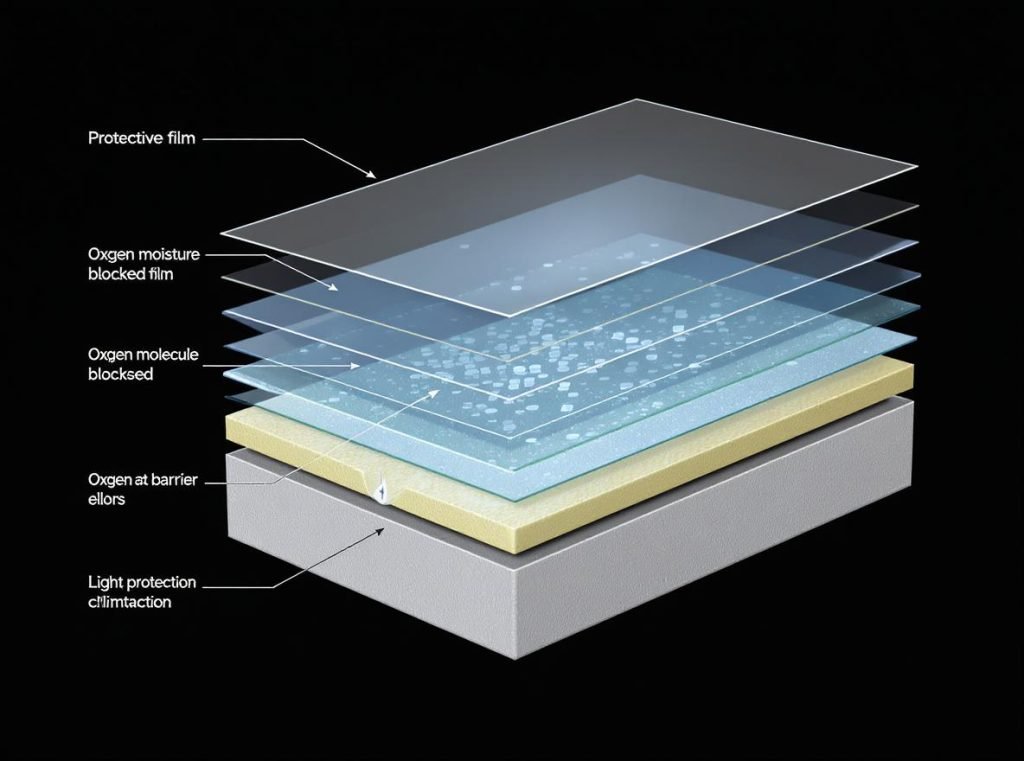
Oxygen barrier protection is critical for preventing oxidation, which can cause rancidity in fats and oils, browning in fruits, and degradation of nutritional compounds. Effective oxygen control extends product shelf life significantly.
Effective oxygen barriers typically achieve transmission rates between 0.1-10 cc/m²/day, depending on the application requirements. This quantitative approach ensures appropriate protection levels for different product categories.
Ethylene Vinyl Alcohol (EVOH) is recognized as one of the most effective oxygen barrier materials for food packaging, though it requires protection from moisture to maintain its barrier properties. Understanding material limitations is crucial for proper application.
Critical barrier considerations include:
• Oxygen Transmission Rate (OTR): Measured in cc/m²/day, determines oxidation protection
• Water Vapor Transmission Rate (WVTR): Measured in g/m²/day, controls moisture transfer
• Light Transmission: UV and visible light protection for photosensitive products
• Microbial Barrier: Prevents contamination from external sources
Moisture control prevents both ingress and egress of water vapor, which can affect product texture, promote microbial growth, and alter nutritional characteristics. Proper moisture management is essential for maintaining product quality.
Moisture Vapor Transmission Rate (MVTR) testing, typically measured in grams per square meter per day (g/m²/day), provides quantitative data for material selection. This standardized measurement enables precise material specification.
Modern packaging solutions increasingly incorporate active barrier technologies that go beyond passive protection. Oxygen scavengers actively remove oxygen from the package environment, extending shelf life for oxidation-sensitive products.
| Barrier Type | Purpose | Typical Materials | Performance Range |
|---|---|---|---|
| Oxygen | Prevents oxidation | EVOH, aluminum, nylon | 0.1-10 cc/m²/day |
| Moisture | Controls water activity | PE, PP, foil | 0.1-100 g/m²/day |
| Light | Prevents photodegradation | Pigmented films, aluminum | 0-100% transmission |
| Microbial | Prevents contamination | Sterile barriers | Complete protection |
Light protection shields products from UV and visible light exposure, which can degrade photosensitive compounds and affect product appearance. This protection is particularly important for beverages and sensitive food products.
At Acreet, we analyze your product’s specific barrier requirements and design custom packaging solutions that deliver optimal protection while maintaining cost-effectiveness and regulatory compliance.
How Do You Ensure Structural Integrity Throughout the Supply Chain?
Packaging must maintain its protective properties from manufacturing through consumer use. The supply chain exposes packages to handling forces, temperature variations, humidity changes, and transportation hazards that can compromise packaging performance.
Structural integrity depends on comprehensive testing including compression, drop, vibration, and seal strength evaluation. Packaging must withstand transportation stresses, storage conditions, handling requirements, and consumer use while maintaining food safety and quality throughout the supply chain.

Compression testing simulates stacking forces during storage and transportation, measuring the packaging’s ability to resist crushing. This testing ensures packages can withstand warehouse stacking and shipping container loads.
Drop testing evaluates impact resistance when packages are accidentally dropped during handling. Real-world handling conditions require packaging to survive various impact scenarios.
Vibration testing simulates transportation conditions to identify potential failure points. Long-distance shipping subjects packages to continuous vibration that can cause fatigue failures.
Essential structural testing methods include:
• Compression Testing: Evaluates stacking strength and crushing resistance
• Drop Testing: Measures impact resistance under handling conditions
• Vibration Testing: Simulates transportation stress conditions
• Seal Integrity Testing: Ensures barrier maintenance throughout handling
• Temperature Cycling: Validates performance under thermal stress
Seal integrity testing ensures that packaging seals maintain their protective function throughout the product lifecycle. Multiple testing methods are available for different package types and requirements.
Vacuum decay testing places sealed packages in vacuum chambers to detect leaks through pressure decay monitoring. This non-destructive method provides quantitative leak detection.
Bubble emission testing submerges packages in water under vacuum pressure to visually identify leak locations. This method allows precise identification of seal failures.
Temperature resistance is crucial for packaging that will encounter various thermal conditions. Some materials become brittle at freezing temperatures, while others may soften or deform at elevated temperatures.
The global nature of food supply chains means packages may encounter extreme conditions during international shipping. Extended transit times, port congestion, and extreme weather conditions all pose challenges to packaging integrity.
Smart packaging technologies, including temperature and humidity sensors, can provide real-time monitoring of package conditions and alert stakeholders to potential issues. These technologies enable proactive quality management.
Our manufacturing facility at Acreet implements rigorous quality control protocols and conducts comprehensive structural testing to ensure your packaging performs reliably throughout its intended lifecycle and supply chain conditions.
What Regulatory Compliance Requirements Must You Meet?
Navigating food packaging regulations requires understanding requirements across multiple jurisdictions. In the United States, the FDA’s regulatory framework is built around the Federal Food, Drug, and Cosmetic Act, which defines food additives to include any substance that may reasonably be expected to become a component of food.
Regulatory compliance involves meeting FDA requirements through the Food Contact Notification (FCN) program, maintaining proper documentation, implementing HACCP principles, and obtaining appropriate certifications. Requirements vary significantly between markets and must be addressed for each target jurisdiction.
The FDA enforces regulations under Title 21 of the Code of Federal Regulations, specifically Parts 174-186, which outline requirements for food contact materials. Understanding this regulatory framework is essential for US market access.
Unlike direct FDA approval, packaging materials must achieve FDA compliance by using substances already authorized for food contact or by obtaining clearance through the Food Contact Notification (FCN) program.
The Food Contact Notification (FCN) program serves as the primary pathway for introducing new food contact substances to the market. Companies must submit comprehensive data packages demonstrating the safety of their materials under intended use conditions.
Key compliance requirements include:
• Material Safety Documentation: Comprehensive safety data for all components
• Migration Testing Results: Demonstrating safety under intended use conditions
• Manufacturing Process Validation: Ensuring consistent quality and safety
• Certificate of Compliance: Verifying regulatory approval for materials
• Record Keeping: Maintaining detailed documentation for regulatory review
The FDA has 120 days to review submissions and object to any safety concerns. If no objection is raised, the notification becomes effective, allowing the company to market the substance. This timeline must be considered in product development planning.
HACCP (Hazard Analysis and Critical Control Points) principles are increasingly applied to packaging manufacturing operations. Packaging companies must identify potential hazards in their processes, establish critical control points, and implement monitoring systems to ensure food safety.
The European Union’s framework for food contact materials includes overall migration limits and specific migration limits for individual substances. EU requirements often differ significantly from US standards.
The BRCGS Global Standard for Packaging Materials provides internationally recognized certification for packaging manufacturers. FSSC 22000 certification combines ISO 22000 standards with packaging-specific requirements.
| Region | Primary Regulation | Key Requirements | Approval Timeline |
|---|---|---|---|
| US | FDA 21 CFR 174-186 | FCN submission, migration testing | 120 days |
| EU | EU Regulation 1935/2004 | Migration limits, DoC | Variable |
| Canada | Health Canada | Food packaging regulations | 90-180 days |
| Asia-Pacific | Various national | Country-specific requirements | Variable |
Compliance documentation is crucial for demonstrating regulatory adherence. Companies must maintain detailed records of material compositions, migration testing results, and manufacturing process controls.
Working with experienced packaging manufacturers like Acreet ensures your products meet all relevant regulatory requirements while staying current with evolving standards and maintaining proper documentation for compliance verification.
How Do You Balance Cost-Effectiveness with Safety Standards?
Achieving optimal cost-performance balance requires strategic decision-making across material selection, design optimization, and manufacturing processes. Material optimization represents a significant opportunity for cost reduction. Choosing the right material for each application can eliminate over-specification while ensuring adequate performance.
Cost-effectiveness is achieved through material optimization, design efficiency, volume considerations, and process optimization. However, safety standards cannot be compromised, requiring careful evaluation of alternatives that maintain performance while reducing costs through strategic material selection and design optimization.

Using recyclable films instead of more expensive barrier materials may be appropriate for products with shorter shelf lives. Product-specific optimization allows cost reduction without safety compromise.
Multi-layer structures can provide excellent barrier properties while using expensive materials only where needed. Layered approaches optimize material usage for specific performance requirements.
Design efficiency can reduce material usage without compromising performance. Optimizing package dimensions to match product requirements eliminates waste and reduces shipping costs.
Strategic cost optimization approaches include:
• Material Specification Refinement: Using minimum required performance levels
• Design Standardization: Reducing tooling and setup costs across product lines
• Volume Consolidation: Leveraging economies of scale for material purchases
• Process Optimization: Improving manufacturing efficiency and reducing waste
• Supply Chain Optimization: Establishing strategic supplier partnerships
Standardization of packaging components across product lines can achieve economies of scale. Supply chain optimization offers additional cost savings opportunities.
Establishing strong relationships with certified suppliers can reduce material costs and ensure consistent quality. Bulk purchasing agreements can provide volume discounts while maintaining material traceability.
The total cost of ownership perspective considers not just initial material costs but also processing costs, waste disposal, and potential liability exposure. Long-term thinking often reveals higher initial costs provide better value.
Higher-quality materials may have higher initial costs but can reduce processing problems, customer complaints, and regulatory issues. Quality investments often deliver superior return on investment.
Sustainable packaging options may command premium prices but can provide brand differentiation and meet increasing consumer demand for environmentally responsible products.
Risk assessment helps quantify the true cost of safety compromises. Product recalls, liability exposure, and brand damage far exceed packaging cost savings from cutting corners on safety requirements.
At Acreet, we work closely with clients to optimize packaging designs that meet safety requirements while achieving target cost objectives through efficient manufacturing processes and strategic material selection.
What Testing and Validation Processes Are Required?
Comprehensive testing ensures packaging performance meets safety standards and regulatory requirements. Migration testing forms the cornerstone of chemical safety validation. Testing protocols must simulate actual food contact conditions, including appropriate temperature, time, and food simulants.
Required testing includes migration testing, barrier property verification, structural integrity assessment, seal integrity evaluation, and microbiological testing. Validation processes must demonstrate consistent performance under intended use conditions and comply with relevant regulatory standards.

Accelerated testing can provide rapid results by using elevated temperatures and extended contact times to predict long-term migration behavior. Real-time testing under actual storage conditions provides the most accurate data but requires longer timeframes.
Compression testing simulates stacking forces during storage and transportation. Drop testing evaluates impact resistance under handling conditions. Seal strength testing measures the integrity of heat-sealed or pressure-sealed closures.
Essential testing categories include:
• Migration Testing: Chemical transfer evaluation using standardized food simulants
• Barrier Property Testing: Oxygen, moisture, and light transmission verification
• Structural Testing: Compression, drop, and vibration resistance evaluation
• Seal Integrity Testing: Leak detection and seal strength measurement
• Microbiological Testing: Sterility and contamination prevention validation
• Shelf Life Testing: Long-term performance verification under storage conditions
Microbiological testing ensures that packaging materials maintain sterile barriers and prevent contamination. Sterility testing verifies that packaging materials are free from viable microorganisms.
Method validation demonstrates that testing procedures produce accurate and reliable results. Verification ensures that validated methods remain suitable for their intended purpose.
Statistical process control (SPC) methods can be applied to monitoring testing results and identifying trends that might indicate process problems. Data analysis enables proactive quality management.
Shelf life testing validates the packaging’s ability to maintain product quality over the intended storage period. Accelerated aging uses elevated temperatures and humidity to predict long-term performance.
Distribution testing simulates the various stresses encountered during shipping and handling. Temperature cycling evaluates performance under varying thermal conditions.
| Testing Type | Purpose | Standards | Frequency |
|---|---|---|---|
| Migration | Chemical safety | FDA, EU regulations | Per material change |
| Barrier | Performance verification | ASTM standards | Monthly |
| Structural | Durability | ISTA, ASTM | Per design change |
| Seal Integrity | Leak prevention | ASTM F2391 | Continuous |
The validation process must be ongoing, with regular monitoring and periodic revalidation to ensure continued compliance. Change control procedures must be established to evaluate the impact of any modifications to materials, processes, or specifications.
Third-party testing can provide independent verification of packaging performance and compliance. Accredited laboratories can offer specialized testing capabilities and regulatory expertise that may not be available in-house.
Our quality assurance team at Acreet coordinates comprehensive testing programs and works with certified laboratories to ensure all packaging solutions meet required performance standards and regulatory compliance requirements.
Summary
Designing custom food-safe packaging requires balancing multiple critical factors including FDA-approved material selection, regulatory compliance, barrier properties, structural integrity, and cost-effectiveness. Success depends on understanding Food Contact Notification requirements, preventing chemical migration through proper testing, ensuring adequate barrier protection for product-specific needs, and implementing comprehensive validation processes. Working with experienced packaging manufacturers who understand these complexities helps ensure your products meet safety standards while achieving business objectives.

Ready to develop custom food-safe packaging that meets all regulatory requirements while optimizing costs? Contact Acreet today for expert consultation on material selection, compliance testing, and innovative packaging solutions that protect your brand and customers.

